
Industrial Lighting: How Vision Lights Impact Automated Workflows – Industrial lighting guides the lighting employed in industrial surroundings. It is developed to be robust and long-lasting to resist harsh situations. Vision lights are one of the crucial parts of Industrial lighting. In this article, we will explore How Vision Lights Impact Automated Workflows.
Vision lights are essential elements for machine vision systems utilized in a variety of industries to examine and manage products, materials, and procedures. The Machine vision system uses smart cameras that are computed to scan products as they advance along a production line automatically. They are vital in automating workflows by delivering critical optical information for devices to analyze and react.
What are the Industrial Vision Lights –
Industrial vision lights are technological lighting systems employed in ambitions such as manufacturing, automotive, and electronics. They nourish even and managed lighting to enhance image quality for machine vision uses, helping in factual object examination and designation.
These lights offer the best illustration for capturing top-quality images of examined objects. They handle light assertiveness, supervision, and color to enhance image quality by decreasing shadows and minimizing glimmer.
Industrial Lighting: How Vision Lights Impact Automated Workflows –
Vision lights are essential for automating workflows by providing the needed illumination for machine vision systems to precisely examine, recognize, and estimate objects. They are designed to optimize image quality, allowing machine vision cameras to capture clear and invariant images.
Here we mentioned some major impacts of vision lights on Automated workflows –
- Vision lights nourish even lighting to improve image difference and lower shadows, allowing machine vision systems to create more precise conclusions.
- They allow precise inspections that help specify flaws early in the manufacturing process, assuring only top-quality products reach the need
- Well-designed lighting systems can speed up review procedures, as machine vision systems can fast and efficiently research captured images.
- Automated workflows using machine vision can improve productivity and lower labor costs.
Applications of Vision Lights –
Here we mentioned the uses of Vision lights in different applications –
These cutting-edge lights are used in industrial setups for different applications like automatic inspection, quality management in manufacturing, product assemblage, food, pharmaceuticals, packaging, and storehouse functions. Invariant illumination helps robots identify good or poor-grade products and different items for pick-and-place uses. They can also capture clear images in fast-paced backdrops like logistics, and ensure products are the correct size, shape, and color before packaging and labeling, saving time for functions.
Types of Industrial Vision Lights –
There are multiple types of vision lights that are used in different types of applications in various industries.
Area Light –
It Provides consistent illumination in a robust area and High-intensity lighting for lengths of more than 12 inches.
Backlight –
Backlight Decides the shape and size of target objects and delivers the most powerful lighting for calculating and estimating.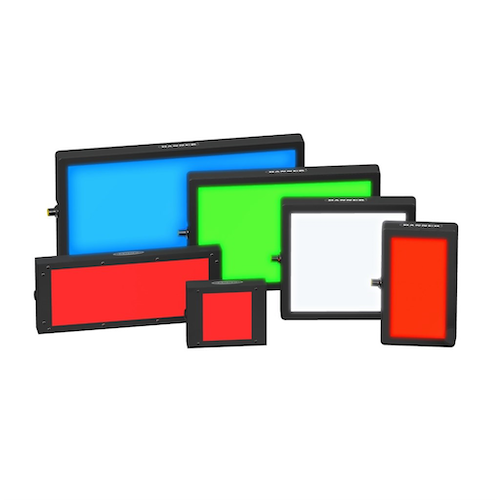
Linear Array Backlights –
These lights are Built-in constant current rules with a very even light pattern. Also, They are a Maintenance-free and robust structure.
High-Intensity Spot Lights –
High-Intensity Spot Lights Deliver collimated explanations in the same visual path as the camera. Evenly lights flat nostalgic surfaces
Low Angle Ring Lights –
It Brightens from an angle almost vertical to the object and delivers a minimum useful life of 10,000 to 60,000 hours, depending on the model.
On-Axis Lights –
On-axis lights Provide more consistent illumination than a ring light and collimated illumination in the same visual path as the camera.
Spot Lights –
Spot Lights are very robust, Low-cost, and compacted, and strobed operation is selectable via sensor software. They Provide intensely bright, actual light with high-power LEDs.
Unseen Era: The Top Distributor of Vision Lights –
Unseen Era believes every industry, anyhow of its size, sophistication, or location, needs state-of-the-art solutions to enhance efficiency and precision. With more than 10 years of wisdom, we aim to obtain positive change in the endeavor and help industries advance. Our high-end vision lights are entrusted by different industries like pharmaceuticals, health, science, ISRO, and chemicals to capture top-quality images and perform detailed reviews, even under tight guidelines.
Contact Information:
If you are interested in our vision lights or want to know more about our company, then contact us on the below-mentioned information:
Email info@unseenera.com
Phone +91-7206-86-5596, +971-52-2697872
FAQs for Industrial Lighting: How Vision Lights Impact Automated Workflows –
Q.1 What are industrial vision lights?
Ans. Industrial vision lights are technical lighting systems employed in multifarious industries to enhance image quality and help in particular object examination.
Q.2 How can industrial vision lights enhance efficiency in manufacturing procedures?
Ans. Industrial vision lights are enhancing the image quality for machine vision systems, allowing true-to-life reviews, and scrambling up review methodologies.
Q.3 How are industrial vision lights created to resist harsh conditions?
Ans. Industrial vision lights are created to fight harsh conditions by being strong, long-lasting, and able to deliver even and maintained lighting for machine vision uses.
Q.4 Who is the best provider of Vision Lights for industrial uses?
Ans. Unseen Era is one of the best providers of vision lights and other industrial automation products at very competitive prices with complete efficiency and safety assurance.





 Call
Call Whatsapp
Whatsapp Contact Us
Contact Us